
Влияние температуры ковки на износостойкость фланца из нержавеющей стали
Фланец из нержавеющей стали 304 был выкован в разные температуры ковки, а также свойства износа при 25 ℃ и 500 ℃ были протестированы и проанализированы. Результаты показывают, что когда начальная температура ковки увеличивается с 1100 ℃ до 1190 ℃, а конечная температура ковки увеличивается с 760 ℃ до 880 ℃, износостойкость при комнатной температуре фланцы сначала улучшается, затем практически не изменяется, а затем снижается, при этом высокотемпературная износостойкость сначала улучшается, а затем снижается; Начальная температура ковки и конечная температура ковки нержавеющая сталь 304 фланцы предпочтительно составляют 1145 ℃ и 860 ℃ соответственно.
Фланец из нержавеющей стали является широко используемым компонентом, который широко используется в различных областях и привлекает все больше внимания исследователей. Ван Иньвэй [1,2] оптимизировал температуру ковки фланца из нержавеющей стали 304 на основе динамической рекристаллизации и смоделировал эволюцию микроструктуры ковки. Цзин Вэйхай и др. [3] изучил метод и процесс сварки фланца из нержавеющей стали и медная труба. Лу Юэян и др. [4] изучали процесс экструзии с осадкой фланцев из аустенитной нержавеющей стали. Дэн Сянчжун [5] изучил и проанализировал фланцевую конструкцию кожухотрубного теплообменника из нержавеющей стали. Фань Сюцянь [6] изучал технология литья по выплавляемым моделям of фланец из нержавеющей стали. Ван Цзяньюн и др. [7] изучали процесс сварки пористых трубы из нержавеющей стали и плотный фланец. Износостойкость является важной характеристикой фланцев из нержавеющей стали. С улучшением рыночных требований к фланцам из нержавеющей стали исследования износостойкости фланцев из нержавеющей стали очень важны, особенно при комнатной температуре и высокой температуре. Ковка является основным процессом формирования фланца из нержавеющей стали, а температура ковки является наиболее важным параметром процесса ковки. Тем не менее, исследования влияния температуры ковки на износостойкость фланца из нержавеющей стали еще меньше, что трудно удовлетворить потребности крупномасштабного промышленного производства. Таким образом, автор использовал различные температуры ковки для проведения испытаний ковки фланцев из нержавеющей стали, тестировал и анализировал свойства износа фланцев из нержавеющей стали при комнатной температуре 25 ℃ и высокой температуре 500 ℃, а также изучал влияние температуры ковки на свойства износа фланцев. фланцы из нержавеющей стали при комнатной температуре и высокой температуре.
1. Контрольная работа
Материалы 1.1
Испытуемым материалом является кованый фланец из нержавеющей стали 304, как показано на рисунке 1. Химический состав фланца показан в таблице 1. Испытание на ковку фланца из нержавеющей стали 304 проводится на ковочном прессе мощностью 1500 тонн. Конкретные параметры процесса ковки фланца из нержавеющей стали 304 показаны в таблице 2. В процессе ковки сохраняйте неизменными температуру предварительного нагрева штампа (330 ℃) и скорость ковки (10 мм/с), а также изменяйте начальную температуру ковки и конечную температуру ковки. .

Рис.1 Фланец из кованой нержавеющей стали и место его пробоотбора
Табл.1 Химический состав фланца
| Компонент | Массовая доля 1% | Компонент | Массовая доля 1% |
| C | ≤0.08 | Ni | 8.000-11.000 |
| Mn | ≤2.00 | S | ≤0.030 |
| Si | ≤1.00 | P | ≤0.045 |
| Cr | 18.00-20.00 |
Таблица 2. Процесс ковки фланца
| Серийный номер | Начальная температура ковки/ ℃), | Окончательная температура ковки/ ℃), | Температура предварительного нагрева пресс-формы/ ℃), | Скорость ковки/(мм. с -1 ) |
| 1# | 1100 | 860 | 330 | 10 |
| 2# | 1130 | 860 | 330 | 10 |
| 3# | 1145 | 860 | 330 | 10 |
| 4# | 1160 | 860 | 330 | 10 |
| 5# | 1190 | 860 | 330 | 10 |
| 6# | 1145 | 760 | 330 | 10 |
| 7# | 1145 | 800 | 330 | 10 |
| 8# | 1145 | 840 | 330 | 10 |
| 9# | 1145 | 880 | 330 | 10 |
Методы 1.2
Вырежьте образцы для испытаний на износ при комнатной температуре и высокой температуре на кованом фланце из нержавеющей стали 304 с помощью проволочной резки в соответствии с положением, показанным на рисунке 1. Образец имеет форму круглого листа диаметром 25 мм и толщиной 10 мм. Испытание на износ проводилось на приборе для испытаний на износ при высоких и низких температурах THT при комнатной температуре 25 ℃ и высокой температуре 500 ℃. Регистрировали объем износа и наблюдали морфологию изношенной поверхности образца с помощью сканирующего электронного микроскопа (СЭМ) EVO18. Во время испытания на износ установите скорость шлифовального круга на 300 об/мин, время износа на 15 минут, относительную скорость скольжения на 90 мм/мин и нагрузку на 100 Н, а также выберите корпус образца для шлифования. Во время испытания на износ, чем больше объем износа, тем хуже характеристики износа образца; Наоборот, чем меньше объем износа, тем лучше характеристики износа во времени. Среднее арифметическое испытательных значений объема износа трех параллельных испытательных образцов принимается в качестве испытательного значения объема износа образца фланца.
2. Результаты и анализ
2.1 Характеристики износа при комнатной температуре
Во время испытания на ковку, когда конечная температура ковки составляет 860 ℃, температура предварительного нагрева штампа составляет 330 ℃, а скорость ковки составляет 10 мм/с, результаты испытаний на износостойкость фланца из нержавеющей стали 304, сформированного ковкой при комнатной температуре 25 ℃, когда Изменение начальной температуры ковки показано на рисунке 2. Можно видеть, что начальная температура ковки влияет на износостойкость фланцев при комнатной температуре. Когда начальная температура ковки постепенно увеличивается с 1100 ℃ до 1190 ℃, объем износа фланца при комнатной температуре сначала уменьшается, затем в основном остается неизменным, а затем увеличивается. Износостойкость фланца при комнатной температуре сначала улучшается, затем остается неизменной, а затем снижается. Когда начальная температура ковки составляет 1100 ℃, максимальный объем износа фланца при комнатной температуре составляет 30.7 × 10 -3 mm 3 ; При увеличении начальной температуры ковки до 1130-1160 ℃ объем износа полки при комнатной температуре значительно уменьшается, примерно в 20 × 10 -3 mm 3 ; Если начальную температуру ковки увеличить до 1190 ℃, объем износа полки при комнатной температуре увеличится до 24.3, а не уменьшится в 10 раз. -3 mm 3 . Видно, что когда начальная температура ковки составляет 1130-1160 ℃, кованый фланец из нержавеющей стали 304 имеет лучшую износостойкость при комнатной температуре.
Когда конечная температура ковки составляет 860 ℃, температура предварительного нагрева штампа составляет 330 ℃, а скорость ковки составляет 10 мм/с, морфология поверхности износа при комнатной температуре фланца из нержавеющей стали 304, образованного ковкой при различных начальных температурах ковки, показана на рисунке 3. На рис. 3а видно, что при начальной температуре ковки 1100 ℃ после испытания на износ на поверхности фланца появляется много складок, отслоений или отслоений, и явление износа является относительно серьезным. Из рис. 3b видно, что при начальной температуре ковки 1145 ℃ на поверхности фланца после испытания на износ нет явных складок, отслоений или отслоений, а явление износа значительно снижается по сравнению с тем, когда Начальная температура ковки составляет 1100 ℃, что свидетельствует о лучшей износостойкости при комнатной температуре. Это согласуется с данными испытаний объема износа фланца при комнатной температуре.
При условии, что начальная температура ковки составляет 1145 ℃, температура предварительного нагрева матрицы составляет 330 ℃, а скорость ковки составляет 10 мм/с, результаты испытаний на износостойкость фланца из нержавеющей стали 304, кованого при комнатной температуре 25 ℃, когда конечная температура ковки изменения показаны на рис. 4. Видно, что конечная температура ковки оказывает влияние на износостойкость фланцев при комнатной температуре. Когда конечная температура ковки постепенно увеличивается с 760 ℃ до 880 ℃, объем износа фланца при комнатной температуре сначала уменьшается, затем в основном остается неизменным, а затем увеличивается. Износостойкость фланца при комнатной температуре сначала улучшается, затем остается неизменной, а затем снижается. Когда конечная температура ковки составляет 760 ℃, максимальный объем износа фланца при комнатной температуре составляет 28.7 × 10 -3 mm 3 ; Когда конечная температура ковки увеличивается до 840-860 ℃, объем износа фланца при комнатной температуре значительно уменьшается, примерно в 20 × 10 -3 mm 3 ; Если окончательную температуру ковки увеличить до 880 ℃, объем износа полки при комнатной температуре увеличится до 24.9 вместо уменьшения в 10 раз. -3 mm 3 . Видно, что когда конечная температура ковки составляет 840-860 ℃, кованый фланец из нержавеющей стали 304 имеет лучшую износостойкость при комнатной температуре.

Рис.2 Влияние начальной температуры ковки на характеристики износа полки

Рис.3 Морфология поверхности кованых фланцев при различных температурах после истирания при комнатной температуре
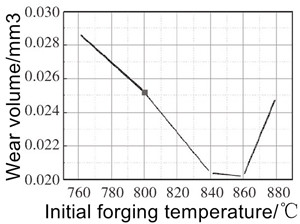
Рис.4 Влияние конечной температуры ковки на износостойкость полки
2.2 Характеристики износостойкости при высоких температурах
Во время испытания на ковку, когда конечная температура ковки составляет 860 ℃, температура предварительного нагрева штампа составляет 330 ℃, а скорость ковки составляет 10 мм/с, результаты испытаний на износостойкость фланца из нержавеющей стали 304, сформированного ковкой при 500 ℃, когда начальная ковка изменения температуры показаны на рис. 5. Видно, что начальная температура ковки оказывает значительное влияние на износостойкость фланца при высоких температурах. Когда начальная температура ковки увеличивается с 1100 ℃ до 1190 ℃, объем высокотемпературного износа фланца сначала уменьшается, а затем увеличивается, а свойство высокотемпературного износа фланца сначала увеличивается, а затем уменьшается. Когда начальная температура ковки составляет 1100 ℃, объем высокотемпературного износа фланца является самым большим, до 53.8 × 10 -3 mm 3 ; При повышении начальной температуры ковки до 1145 ℃ объем износа полки при комнатной температуре минимален (29.6 × 10 -3 mm 3 ), что на 45 % меньше, чем при ковке при 1100 ℃; Если начальную температуру ковки увеличить до 1190 ℃, объем износа фланца при комнатной температуре будет увеличиваться, а не уменьшаться. Видно, что когда начальная температура ковки составляет 1145 ℃, кованый фланец из нержавеющей стали 304 обладает наилучшей износостойкостью при высоких температурах. Чтобы улучшить износостойкость при высокой температуре, начальная температура ковки фланца из нержавеющей стали 304, образованного ковкой, составляет 1145 ℃.

Рис.5 Влияние начальной температуры ковки на характеристики износа полки
При условии, что начальная температура ковки составляет 1145 ℃, температура предварительного нагрева штампа составляет 330 ℃, а скорость ковки составляет 10 мм/с, результаты испытаний на износостойкость фланца из нержавеющей стали 304, кованого при 500 ℃, при изменении конечной температуры ковки составляют показано на рисунке 6. Можно видеть, что окончательная температура ковки влияет на износостойкость фланца при высоких температурах. Когда конечная температура ковки увеличивается с 760 ℃ до 880 ℃, объем высокотемпературного износа фланца сначала уменьшается, а затем увеличивается, а свойство высокотемпературного износа фланца сначала увеличивается, а затем уменьшается. Когда конечная температура ковки составляет 760 ℃, объем высокотемпературного износа фланца является самым большим, до 52.4 × 10 -3 mm 3 ; Когда конечная температура ковки увеличивается до 860 ℃, объем высокотемпературного износа фланца становится минимальным (29.6 × 10 -3 mm 3 ), на 44% меньше, чем у окончательной ковки при 760 ℃; Если конечная температура ковки будет дополнительно увеличена до 880 ℃, объем высокотемпературного износа фланца увеличится до 38.4 вместо уменьшения в 10 раз. -3 mm 3 . Видно, что когда конечная температура ковки составляет 860 ℃, кованый фланец из нержавеющей стали 304 обладает наилучшей износостойкостью при высоких температурах. Чтобы улучшить износостойкость при высокой температуре, конечная температура ковки фланца из нержавеющей стали 304 составляет 860 ℃.

Рис.6 Влияние конечной температуры ковки на износостойкость полки
Когда начальная температура ковки составляет 1145 ℃, температура предварительного нагрева штампа составляет 330 ℃, а скорость ковки составляет 10 мм/с, морфология поверхности высокотемпературного износа фланца из нержавеющей стали 304, образованного ковкой при различных конечных температурах ковки, показана на рисунке 7. 7а видно, что когда окончательная температура ковки составляет 760 ℃, поверхность фланца покрыта морщинами, отслаивается или отваливается после испытания на износ, и явление износа является чрезвычайно серьезным. Из рис. 7b видно, что при конечной температуре ковки 860 ℃ после испытания на износ фланца на поверхности имеются только небольшие следы износа и небольшое количество мелких ямок, без явных складок или отслаивания, а износ явление значительно снижается по сравнению с ковкой при 1100 ℃, демонстрируя лучшие характеристики износа при комнатной температуре. На рис. 7c видно, что когда окончательная температура ковки составляет 860 ℃, морфология поверхностного износа после испытания на износ фланца находится между окончательной ковкой при 760 ℃ и окончательной ковкой при 860 ℃. Это согласуется с данными испытаний объема износа фланца при комнатной температуре.

Рис.7 Морфология поверхности окончательно кованых фланцев при различных температурах после истирания при комнатной температуре
2.3 Обсуждение и анализ
В процессе ковки фланца из нержавеющей стали 304 начальная температура ковки и конечная температура ковки являются двумя чрезвычайно важными параметрами процесса ковки. Если начальная температура ковки фланца из нержавеющей стали 304 на 1100 ℃ ниже или конечная температура ковки ниже на 760 ℃, будет трудно обеспечить достаточное количество тепла внутри фланца, что приведет к снижению пластичности, большей устойчивости к деформации и очень легко получить нагартование, в результате чего в поковках фланцев появляются микротрещины и другие дефекты, что снижает износостойкость фланца. Правильное увеличение начальной температуры ковки и конечной температуры ковки поможет увеличить внутреннее тепло фланца, тем самым улучшив его пластичность, снизив сопротивление деформации, уменьшив образование дефектов, чтобы получить высококачественные поковки фланцев и улучшить износостойкость. фланца. Однако, если выбрана слишком высокая начальная температура ковки (1190 ℃) или слишком высокая конечная температура ковки (880 ℃), избыточная энергия внутри фланца приведет к укрупнению зерен, даже пережогу фланца, что приведет к изменению материала фланца, размера, и т. д. Трудно получить качественные поковки фланцев, что приводит к снижению износостойкости фланца. Вот почему начальная температура ковки и конечная температура ковки фланца из нержавеющей стали 304 не должны быть слишком низкими или слишком высокими, и предпочтительны 1145 ℃ и 860 ℃ соответственно.
Износ фланцевых поковок из нержавеющей стали 304 в основном проходит три стадии: начальный износ, устойчивый износ и ускоренный износ. В начальной стадии изнашивания под действием внешней нагрузки на поверхности фланца, контактирующей со шлифовальным кругом, возникает высоконапряженное скольжение. Когда выбрана низкая или высокая начальная температура ковки или конечная температура ковки, из-за наличия трещин и других внутренних дефектов фланец с трудом сопротивляется этому скольжению под высоким напряжением, поэтому на поверхности фланца появляются глубокие следы износа, и износ сопротивление фланца плохое; При выборе подходящей начальной температуры ковки и конечной температуры ковки высококачественные фланцы могут значительно улучшить способность противостоять такому скольжению с высоким напряжением, так что следы износа на поверхности фланца становятся значительно тоньше и мельче, а фланец имеет лучшую износостойкость. . На стадии стабильного износа, при повторяющемся трении и износе, первоначальные следы износа будут продолжать углубляться. Из-за углубления следов износа фланцы с плохой устойчивостью к трению и износу могут даже иметь морщины, отслаиваться или отваливаться; Однако следы износа на фланцах с хорошей износостойкостью углубляются лишь в ограниченной степени, и часто нет явных складок, отслоений или отслоений. На стадии ускоренного износа, в дальнейшем процессе трения и изнашивания, износ фланцев с плохой износостойкостью ухудшается более значительно, с большим количеством складок, отслаивания или отпадания на поверхности, а следы износа становятся более грубыми; Фланец с хорошей износостойкостью может продолжать сопротивляться многократному трению и износу, демонстрируя относительно небольшие следы износа и ямки без явных складок, отслаивания или выпадения. Следовательно, в процессе ковки фланца из нержавеющей стали 304 необходимо выбрать соответствующую начальную температуру ковки и конечную температуру ковки, чтобы эффективно улучшить износостойкость фланца из нержавеющей стали 304.
3. Заключение
- 1) Как начальная температура ковки, так и конечная температура ковки влияют на комнатную температуру и свойства износа при высоких температурах фланцев из нержавеющей стали 304, образованных ковкой. Когда начальная температура ковки постепенно увеличивается с 1100 ℃ до 1190 ℃, а конечная температура ковки постепенно увеличивается с 760 ℃ до 880 ℃, износостойкость фланцев при комнатной температуре сначала увеличивается, затем в основном остается неизменной, а затем снижается, в то время как высокая -температурная износостойкость сначала увеличивается, затем снижается.
- 2) Когда начальная температура ковки составляет 1130-1160 ℃, а конечная температура ковки составляет 840-860 ℃, фланец из нержавеющей стали 304 имеет наилучшую износостойкость при комнатной температуре. По сравнению с ковкой при 1100 ℃ объем износа фланца из нержавеющей стали 304 при 500 ℃ при 1145 ℃ уменьшается на 45%; По сравнению с окончательной ковкой при 760 ℃ объем износа полки при 500 ℃ при 860 ℃ уменьшается на 44%.
- 3) Для повышения износостойкости при комнатной температуре и высокой температуре начальная температура ковки и конечная температура ковки фланца из нержавеющей стали 304, образованного ковкой, составляют 1145 ℃ и 860 ℃ соответственно.
( Яанг Трубная промышленность является ведущим производителем и поставщиком изделий из никелевого сплава и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, нержавеющую сталь. Фитинги , Труба из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, морской технике, нефтяной, химической, горнодобывающей промышленности, очистке сточных вод, природном газе и сосудах под давлением и других отраслях промышленности.)
Если вы хотите получить больше информации о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [электронная почта защищена]
Ссылка:
- [1] Ван Иньвэй. Оптимизация температуры ковки фланцевой трубы из нержавеющей стали 304 на основе динамической рекристаллизации [J]. Процесс горячей обработки, 2013, 42 (11): 138-140
- [2] Ван Иньвэй. 304 Моделирование эволюции микроструктуры поковок фланцевых труб из нержавеющей стали [J]. Процесс горячей обработки, 2013, 42 (9): 135-137
- [3] Цзин Вейхай, Лян Янь, Чен Вэй и др. Сварка фланца из нержавеющей стали и медной трубы [J]. Сварка, 2011(6): 67-68
- [4] Лу Юэян, Ван Лейган, Хуан Яо и др. Процесс осадки и экструзии фланца трубы из аустенитной нержавеющей стали [J]. Технология ковки, 2008, 33 (3): 4-7
- [5] Дэн Сянчжун, Чен Ган, Чжан Гуан и др. Фланцевая конструкция кожухотрубчатого теплообменника из нержавеющей стали [J]. Безопасность специального оборудования Китая, 2016, 32 (6): 31-33
- [6] Фань Сюцянь. Технология прецизионного литья фланцевого отвода из нержавеющей стали [J]. Специальное литье и цветные сплавы, 2014, 34 (8): 837-839
- [7] Ван Цзяньюн, Тан Хуйпин, Луо Цзяньцзюнь и др. Процесс сварки трубы из пористой нержавеющей стали и плотного фланца [J]. Фильтрация и разделение, 2004, 14 (2): 43-45
https://www.epowermetals.com/ru/effect-of-forging-temperature-on-wear-resistance-of-stainless-steel-flange.html